




















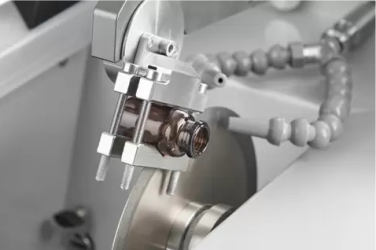
DĚLENÍ 
ZALÉVÁNÍ 
BROUŠENÍ/LEŠTĚNÍ 
MĚŘENÍ TVRDOSTI 
SPALOVACÍ PRVKOVÁ ANALÝZA 
LABORATORNÍ A PRŮMYSLOVÉ
PECE
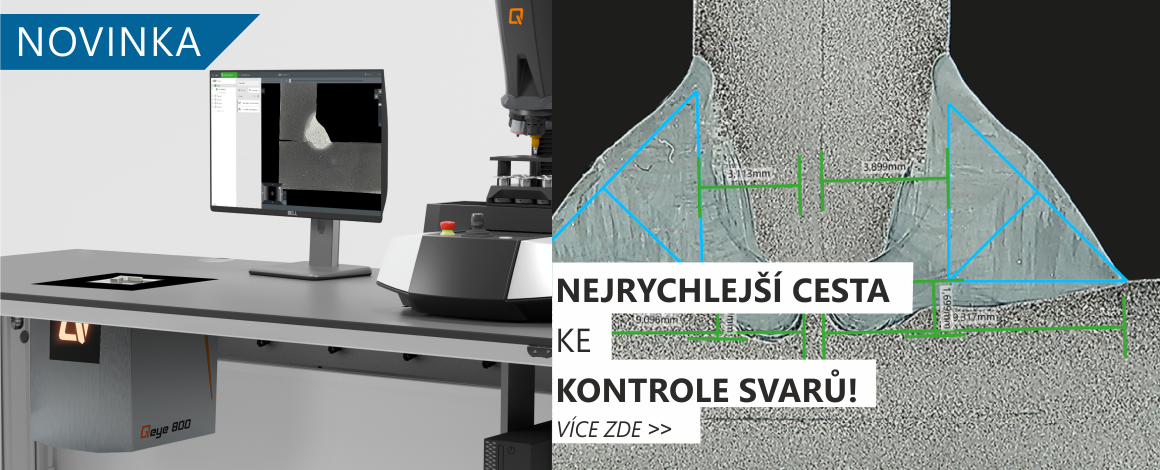
NEDESTRUKTIVNÍ METALOGRAFIE 
ELEKTROLYTICKÉ LEŠTĚNÍ A LEPTÁNÍ 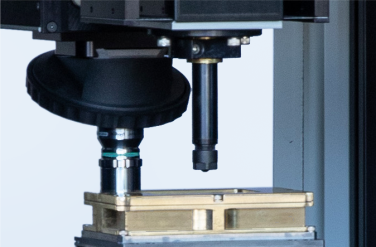
TRIBOLOGIE 
TECHNOLOGIE ŘEZÁNÍ EXAKT 
ANALÝZA OBRAZU 
LABORATORNÍ NÁBYTEK A DIGESTOŘE 
METALOGRAFICKÁ ŠKOLENÍ 
SERVIS 
SPOTŘEBNÍ MATERIÁL