
DĚLENÍ VELKÝCH SOUČÁSTÍ
Prvním zdrojem chyb při chybných analýzách je proces odběru vzorků a řezání.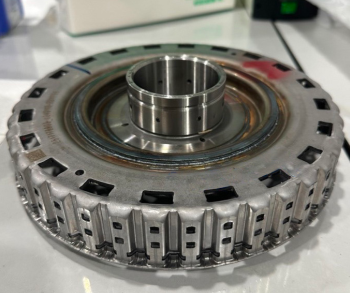 Skříň spojky
Skříň spojky  Pohon diferenciálu
Pohon diferenciálu 
Qcut 400 A - automatická robustní metalografická rozbrušovací pila - max. Ø kotouče 406 mm/ 16"
Zařízení |
Qcut 400 A |
|
| Dělící kotouč | FS-C 400 | Č. položky: 95012548 |
| Antikorozní chladicí kapalina | QATM – standardní | Č. položky: 95014282 |
| Upínací nástroj | - Speciální upínací zařízení | Č. položky: SON00554 |
| - Univerzální svěrák Mono 132 | Č. položky: Z13550011 | |
| Metoda řezání | Stupňovitý řez Y (osa X+Y) | |
| Parametry | - Rychlost posuvu | 0,8 mm/s |
| - Pulzní řez | Ne | |
| - Otáčky | 1900 ot./min |
 Spojkový koš před řezáním
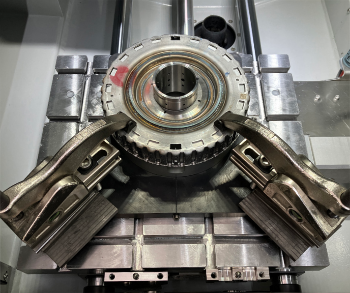
Spojkový koš před řezáním 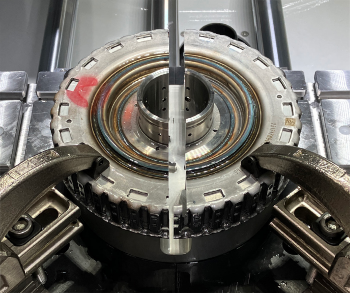 Spojkový koš po prvním a druhém řezu
Spojkový koš po prvním a druhém řezu  Skříň spojky po třetím a čtvrtém řezu
Skříň spojky po třetím a čtvrtém řezu  Detailní obrázek adaptéru vzorku a vzorek
Detailní obrázek adaptéru vzorku a vzorek  Oddělené segmenty
Oddělené segmenty 
Qcut 500 A - automatická rozbrušovací metalografická pila - Ø 500 mm
|
Zařízení |
Qcut 500 A |
|
| Řezací kotouč | FS-C 500 | Č. položky: 95012562 |
| Antikorozní chladicí kapalina | QATM – standardní | Č. položky: 95014282 |
| Upínací nástroj | - Speciální upínací zařízení |
Č. položky: SON00554 |
| | - Univerzální svěrák Mono 132 | Č. položky: Z13550011 |
| Metoda řezání | Horizontální řez (osa X) | |
| Parametry | - Rychlost posuvu | 0,4 mm/s |
| - Parametr impulsů | bez impulsu | |
| - Otáčky | 1700 ot./min |
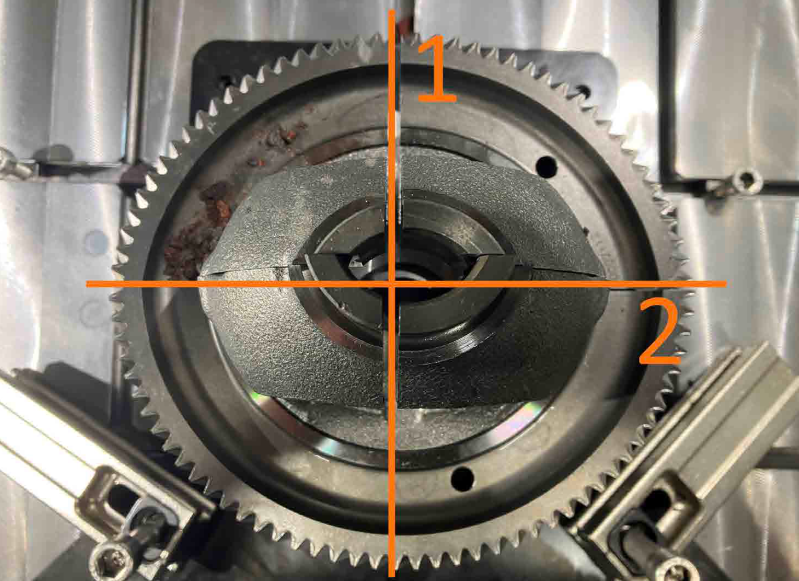 Pořadí řezů
Pořadí řezů 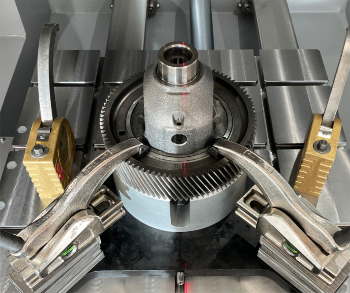 Speciální upínací zařízení s adaptérem vzorku
Speciální upínací zařízení s adaptérem vzorku  Pohon diferenciálu po dvou řezech
Pohon diferenciálu po dvou řezech  Oddělené segmenty
Oddělené segmenty