
ŘEŠENÍ PRO ADITIVNÍ VÝROBU A PROCESY VSTŘIKOVÁNÍ PRÁŠKU
METALCO TESTING s.r.o., david.cernicky@metalco.cz, www.metalco.czÚvod do analýzy C/S a O/N/H
Pro pokrytí celého rozsahu C/S a O/N/H analýzy jsou vyžadovány dva různé typy prvkových analyzátorů, které jsou popsány např. v ASTM E 1019 nebo E 1447. Příslušná norma pro aditivní výrobu DINENISO / ASTM 52907 (AM – Výchozí materiály – Metody k charakterizaci kvality kovových prášků) se týká výše uvedených a dalších standardů pro kontrolu kvality.
Spalovací analyzátory se liší typem integrované pece (indukční, pulzní popř. odporová), aplikovaným nosným plynem a použitým nosičem vzorku (kelímek). Společným principem je tavení vzorku v proudu plynu a měření uvolněných plynů v infračervené (IR) nebo tepelně vodivé buňce (TCD). Tab. 1 ukazuje některé základní vlastnosti C/S a O/N/H u spalovacích analyzátorů.

Tab. 1: Základní vlastnosti C/S a O/N/H u spalovacích analyzátorů.
 Obr. 1: Spalovací prvkový analyzátor ELEMENTRAC CS-i
Obr. 1: Spalovací prvkový analyzátor ELEMENTRAC CS-i  Obr. 2: Umístění vzorku s urychlovačem na podstavec přístroje ELEMENTRAC CS-i.
Obr. 2: Umístění vzorku s urychlovačem na podstavec přístroje ELEMENTRAC CS-i. 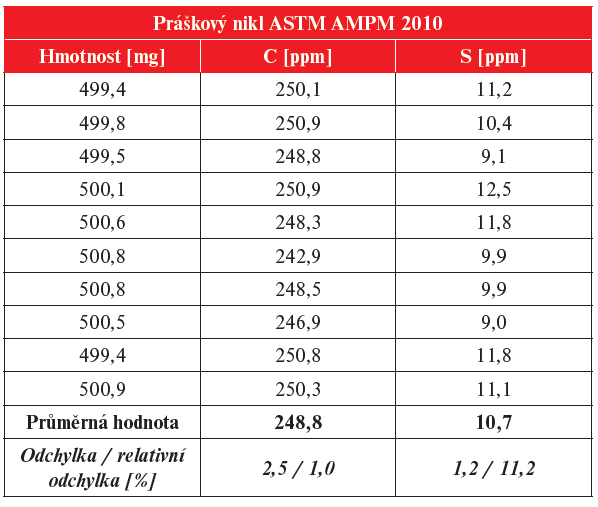 Tab. 2: C/S analýza v kovovém prášku.
Tab. 2: C/S analýza v kovovém prášku. 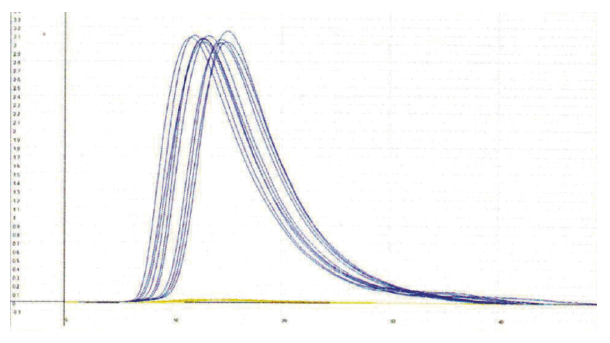 Obr. 3: Křivka v grafu C/S analýzy v kovovém prášku
Obr. 3: Křivka v grafu C/S analýzy v kovovém prášku  Obr. 4: Analyzátor ELEMENTRAC ONH-p 2 s automatickým čištěním (volitelné příslušenství).
Obr. 4: Analyzátor ELEMENTRAC ONH-p 2 s automatickým čištěním (volitelné příslušenství). 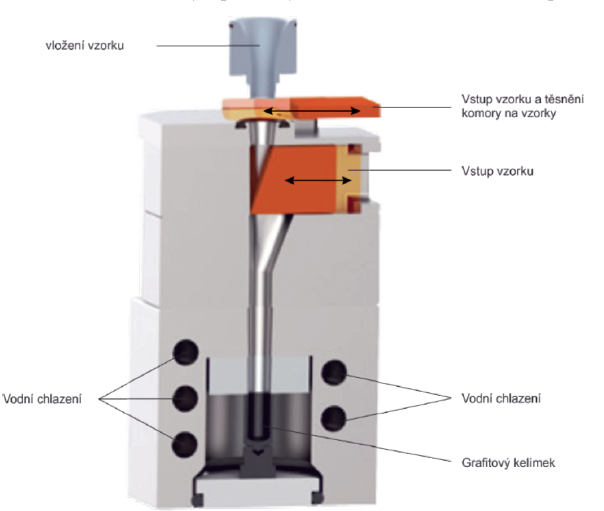 Obr. 5: Otvor na vzorky a pec analyzátoru ELEMENTRAC ONH-p 2
Obr. 5: Otvor na vzorky a pec analyzátoru ELEMENTRAC ONH-p 2 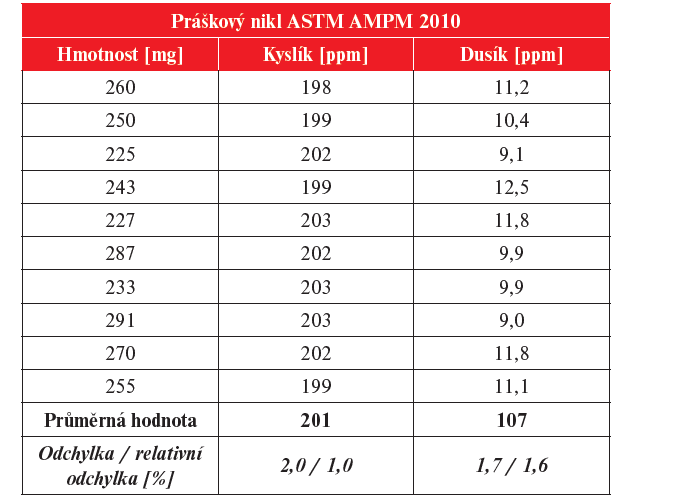 Tab. 3: O/H analýza v niklovém prášku
Tab. 3: O/H analýza v niklovém prášku 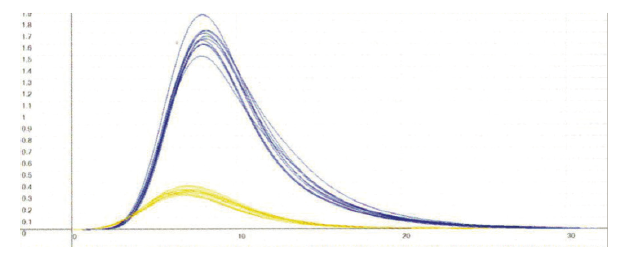 Obr. 6: Křivka v grafu O/H analýzy v niklovém prášku.
Obr. 6: Křivka v grafu O/H analýzy v niklovém prášku. 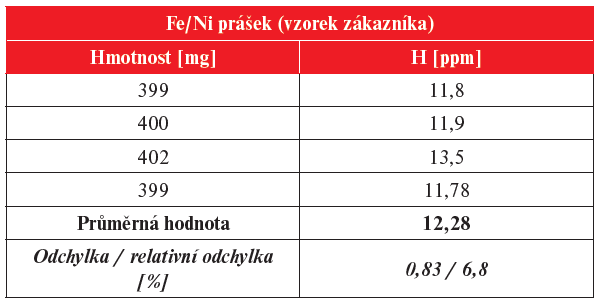 H analýza v prášku železo/nikl (vzorek zákazníka).
H analýza v prášku železo/nikl (vzorek zákazníka). 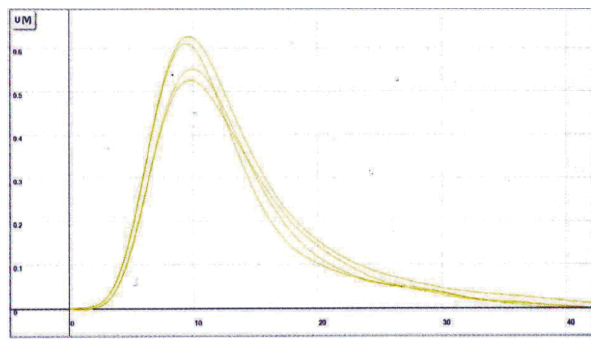 Obr. 7: Křivka v grafu H analýza v prášku železo/nikl
Obr. 7: Křivka v grafu H analýza v prášku železo/nikl  Obr. 8: Pece s modifikovanou atmosférou GPCMA pro odstranění pojiv v dílech vyrobených metodou SLM při teplotách do 1150 °C s obsahem kyslíku pod 30 ppm.
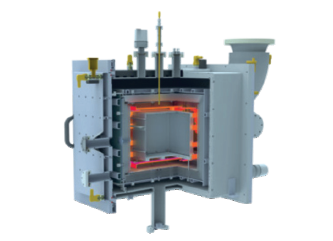
Obr. 8: Pece s modifikovanou atmosférou GPCMA pro odstranění pojiv v dílech vyrobených metodou SLM při teplotách do 1150 °C s obsahem kyslíku pod 30 ppm. 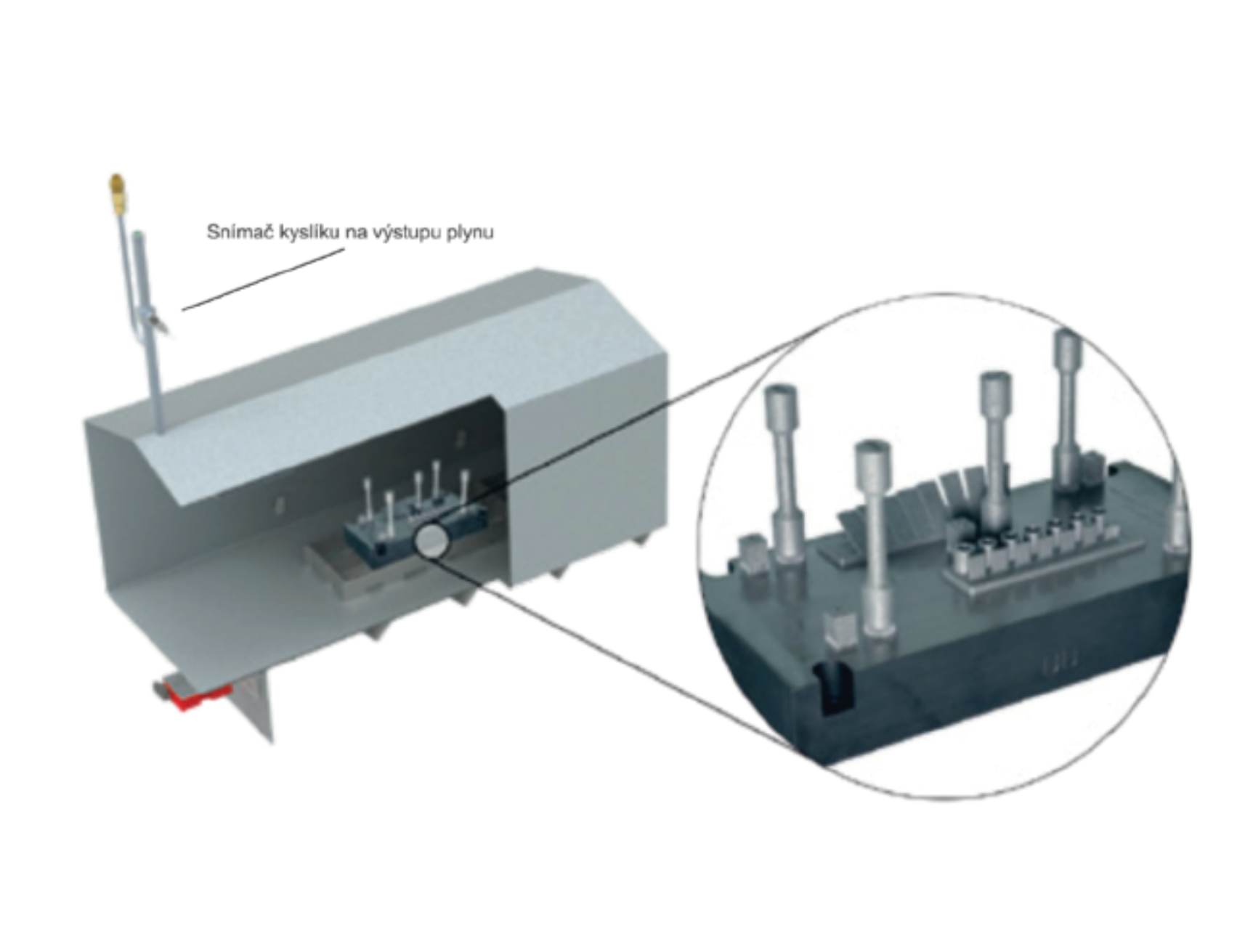 Obr. 9: Retorta GPCMA s vytištěným dílem pomocí SLM. Výstup plynu z retorty je vybaven kyslíkovým čidlem pro online sledování hladiny kyslíku. Tím je zajištěna skvělá kvalita dílu s velmi malým zabarvením.
Obr. 9: Retorta GPCMA s vytištěným dílem pomocí SLM. Výstup plynu z retorty je vybaven kyslíkovým čidlem pro online sledování hladiny kyslíku. Tím je zajištěna skvělá kvalita dílu s velmi malým zabarvením.  Obr. 10: V-L pec pro vakuové a vysokovakuové aplikace do 10–6 mbar a s obsahem kyslíku nižším než 10 ppm.
Obr. 10: V-L pec pro vakuové a vysokovakuové aplikace do 10–6 mbar a s obsahem kyslíku nižším než 10 ppm.  Obr. 11: Pec EBO pro katalytické odstranění pojiv kyselinou dusičnou HNO3 a vybavená bezpečnostním systémem
Obr. 11: Pec EBO pro katalytické odstranění pojiv kyselinou dusičnou HNO3 a vybavená bezpečnostním systémem  Pec GLO pro tepelné odstranění pojiv pod inertním plynem, vodíkem nebo částečným tlakem s plně vybaveným bezpečnostním systémem.
Pec GLO pro tepelné odstranění pojiv pod inertním plynem, vodíkem nebo částečným tlakem s plně vybaveným bezpečnostním systémem. 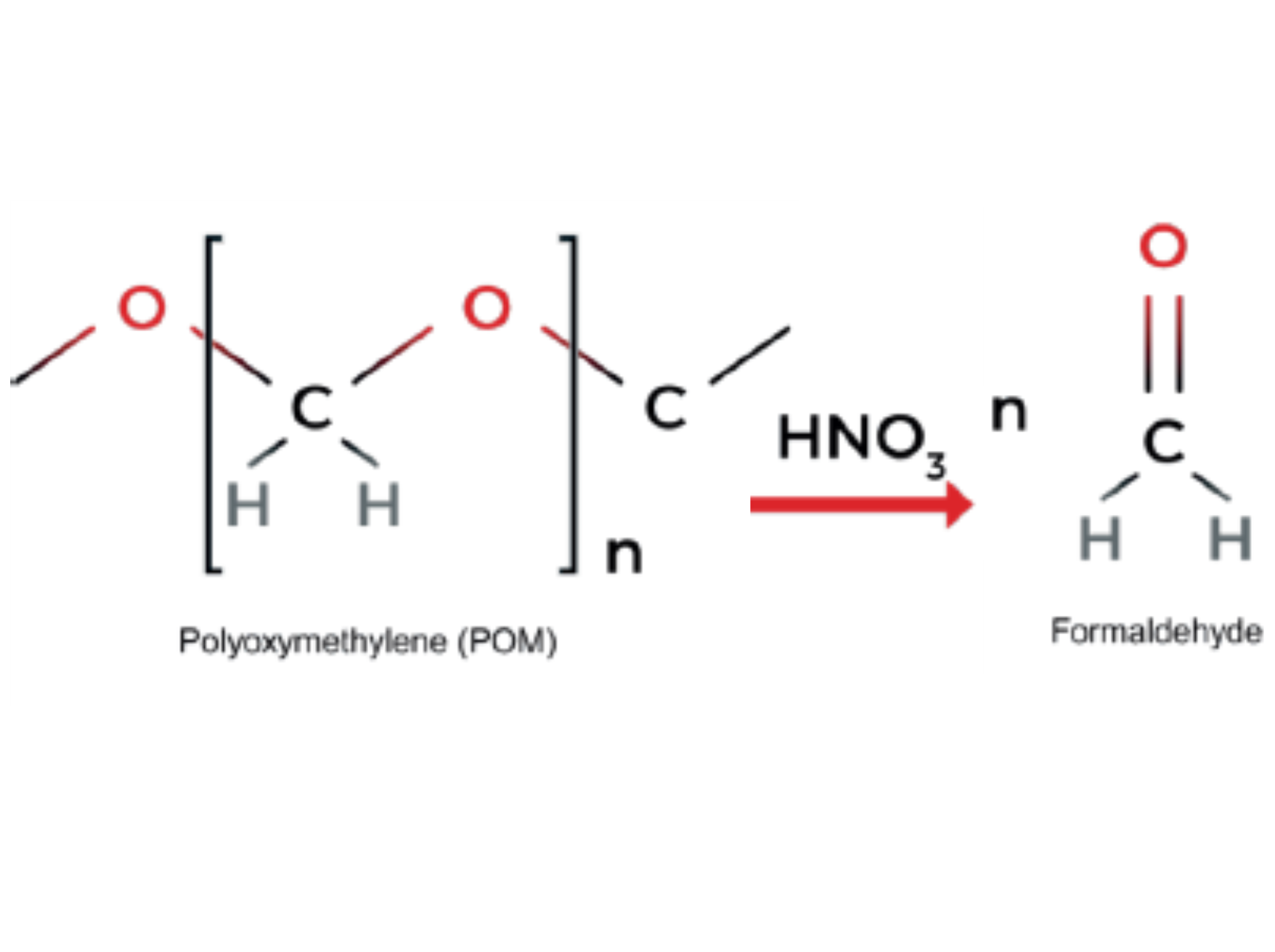 Obr. 13: Odstranění pojiva za částečného tlaku dusíku
Obr. 13: Odstranění pojiva za částečného tlaku dusíku Odstraňování páteřního pojiva a spékání v procesech PIM a INDIRECT AM
Při nepřímé aditivní výrobě a vstřikování prášku, která je vhodná pro kovy a keramiku, se výchozí prášek smíchá s pojivem. Pojivo, které je v zeleném dílu stále přítomno, se v dalším kroku odstraní tepelně, katalytickým způsobem nebo pomocí rozpouštědel, což vede ke smrštění dílu. Hnědý díl lze poté spékat, čímž získá konečný tvar a vlastnosti.
Nejprve se odstraní hlavní pojivo, např. tepelně. Po tomto kroku drží prášek pohromadě pouze páteřní pojivo, což činí díl velmi citlivým. V dalším kroku se páteřní pojivo tepelně odstraní a díl se přímo spéká ve stejné peci. Kroky odstraňování pojiva vyžadují odstranění těkavých produktů a přesné rozložení teploty, aby se specificky přizpůsobily vlastnostem materiálu spékaného dílu.
Odstranění pojiv může probíhat ve vakuu, na vzduchu, v inertním plynu, ve vodíku nebo pod parciálním tlakem. Posledně jmenované plyny se často používají jako nosné plyny, aby se zlepšil průtok plynu, „smetly“ se zplodiny z pojiva a zkrátila se doba odstraňování vazby. Krok spékání vyžaduje pece se specifickými atmosférami, které jsou k dispozici v portfoliu výrobků CARBOLITE GERO. Aby se zabránilo oxidaci většiny kovů a neoxidové keramiky, provádí se v inertním plynu (Ar nebo N2) nebo v redukčním plynu (H2 pro nerez ocel); pro aplikace s vysokou čistotou, jako je spékání titanu, je dokonce nutný provoz ve vysokém vakuu.
Keramika na bázi oxidů nebo nitridů, jako je oxid hlinitý, zirkon a nitrid hliníku, může být slinována na vzduchu. HTK CARBOLITE GERO se dokonale hodí pro odstranění páteře a spékání aditivně vyráběných nebo práškových vstřikovaných dílů.
Vysoká teplotní rovnoměrnost umožňuje přesné odstranění pojiv a spékání v celém objemu komory. Možnost práce v inertních nebo reaktivních plynech, vysokém vakuu nebo dokonce ultra vysokém vakuu umožňuje zpracování velmi citlivých materiálů. Keramika na bázi oxidů nebo nitridů, jako je oxid hlinitý, zirkon a nitrid hliníku, může být slinována na vzduchu. HTK CARBOLITE GERO se dokonale hodí pro odstranění páteře a spékání aditivně vyráběných nebo práškových vstřikovaných dílů.
Vysoká teplotní rovnoměrnost umožňuje přesné odstranění pojiv a spékání v celém objemu komory. Možnost práce v inertních nebo reaktivních plynech, vysokém vakuu nebo dokonce ultra vysokém vakuu umožňuje zpracování velmi citlivých materiálů.

Obr. 14: Komorová kovová pec HTK pro odstranění pojiva a slinování vstřikovaných a aditivně vyráběných dílů do 1450 °C.
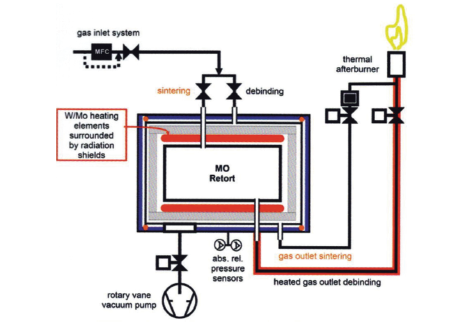
Při odstraňování pojiva proudí plyn shora přes pravý vstup („odstranění vazby“) nad retortou. Vzhledem k tomu, že retorta není plně utěsněna a tlak venku je o něco vyšší než uvnitř retorty, proudí do ní plyn. Průtokem přes retortu přebírá nosný plyn pojivový plyn do výstupu plynu ve spodní části retorty. Tyto plyny jsou poté směrovány přes vyhřívaný výstup do tepelného přídavného spalování. Po kroku odstraňování pojiva může být proud plynu změněn tak, aby poskytoval nejčistší možnou atmosféru pro zpracování dílů. Plyn proudí vlevo nahoře vtokem („slinování“) přímo do retorty a odtud ven retortou, kde prochází přes pravý dolní výstup plynu do přídavného spalování. Protože již není přítomno žádné pojivo, výstup již není potřeba zahřívat.
Zlepšený průtok plynu zabraňuje tomu, aby se zbytky pojiva, které by mohly být mimo retortu, dostaly zpět na vzorky během slinování, což vede k čistším vzorkům a vyšší kvalitě.
Topná tělesa jsou umístěna 360° kolem retorty, což umožňuje zlepšenou rovnoměrnost teplotního pole. Pro větší pracovní objemy jsou zadní stěna a přední dvířka pecí rovněž vybaveny topnými tělesy pro udržení vynikající rovnoměrnosti teploty

Obr. 17: Jakmile jsou části obsahující pojivo vytištěny 3D, vyžadují k extrakci organického materiálu ze vzorku odstranění buď kyselinou dusičnou, inertním plynem, vodíkem nebo vakuem. Tento proces má za následek smrštění součásti. Páteřní pojivo však pokračuje ve stabilizaci struktury hnědého dílu, dokud není slinováno do finálního produktu. Smrštění může být až 20 % a přesné předpovídání této transformace je zásadní pro dosažení dílů s přesnými rozměry a vysokou kvalitou.

Tento článek pro vás připravil Ing. David Černický, kterého můžete kontaktovat v případě problémů, dotazů apod. na e_mail david.cernicky@metalco.cz
Zdroj:
www.eltra.com
www.carbolite-gero.com
